Toggle Navigation
This paper introduces the effect of heat treatment parameters including charging temperature,heating rate, holding temperature, holding time, cooling rate, putting position etc on the mechanical properties of high manganese steel.
High-manganese steel heat treatment is the high manganese steel castings heated to the temperature of carbide solution, and insulation for a certain time, and then quickly cooled in water to form a single Austenite, so that its strength and toughness greatly improved to achieve processing Hardening purpose. Unlike ordinary carbon steel, high manganese steel after quenching in the water is not hardened, but become soft, so high manganese steel heat treatment is also called water toughness treatment. In the heat treatment process, the carbide is dissolved in the solid state to the austenite to go, so called solid solution strengthening treatment. High manganese steel solution treatment parameters are mainly into the furnace temperature, heating rate, insulation temperature, holding time, placement and so on.
High manganese steel castings in the furnace before the casting surface of the sticky sand, drape and pouring riser to clean up. Sticky sand on the casting heating or cooling are insulated, so that the casting heating and water after the cooling is not uniform, severe sticky sand will reduce the casting water into the cooling rate, resulting in grain boundary carbide precipitation. The slit is thinner and decarburized when heated by heat treatment. After the water quenching, it becomes martensite, and the martensitic transformation volume expands, which may cause the casting matrix to be cracked and stressed. High manganese steel thermal conductivity is low, 100 ℃ below the carbon steel 1/4 to 1/6 times, 600 ℃ when the carbon steel 1/2 to 5/7 times. High manganese steel thermal expansion coefficient, for the carbon steel 2 times, more than 500 ℃. Although the casting in the low temperature heating process without phase transition stress occurs, but heated to 300 ℃ or more, will be in the crystal and grain boundaries appear brittle carbide phenomenon, sometimes pearlite transformation occurs. High manganese steel frog structure is complex, the same casting wall thickness difference between the cast, there is no small casting casting stress. In the heat treatment of heating or cooling process in different parts of the existence of a large temperature difference, resulting in thermal stress. In this way, thermal stress and casting stress are superimposed, causing cracks in the frog. Therefore, we must control the high manganese steel frog into the furnace temperature and heating rate.
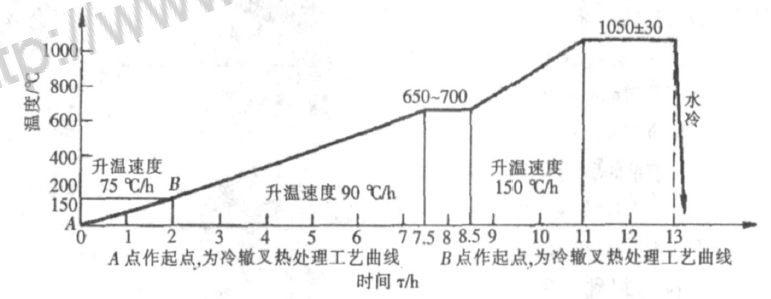
High manganese steel frogs heat treatment process in two ways: cold frog treatment and hot frog treatment. For hot frogs, if the same kiln into the same kiln installed kiln temperature and the basic temperature consistent with the kiln, then this process can be energy efficient and improve efficiency. But in the actual production of kiln temperature is difficult to match with the kiln temperature, and the difference is large, the main reasons are: different furnace frogs out of the box after the water burst in the same kiln heat treatment, resulting in the same kiln frog the initial temperature Different; due to continuous production, the temperature of the kiln is not the same every day; seasonal temperature changes lead to fence and kiln temperature changes; frogs in the kiln sorting will cause a certain temperature difference. This leads to a large temperature difference between the frog and the furnace. Shenyang Railway Bureau Xue home accessories factory old process of hot frog temperature rise starting point (450 ℃), heating speed (150 ℃ / h). Due to the poor thermal conductivity of high manganese steel, it will cause a greater thermal stress inside the frog, in the subsequent water quenching or cooling in the early cooling or cracking. For the cold frog (temperature is room temperature) before the average temperature is not enough, holding time is short, the starting point of high temperature (respectively 400 ℃ and 200 ℃), heating up fast (respectively 160 ℃ / h and 90 ℃ / h). This starting point of the temperature rise, frogs and furnace starting temperature there is a large temperature difference, causing frogs in the water after the treatment of cracking.
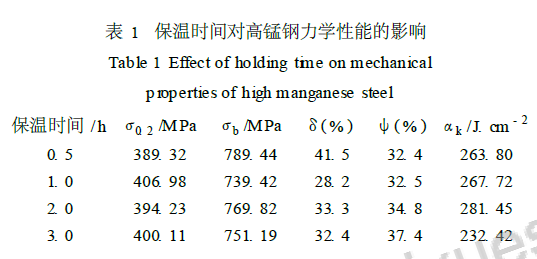
The solution temperature and the holding time are determined as follows: the carbides are fully dissolved, the proper grain size of the austenite, the chemical composition in the steel is uniform, the best mechanical properties are obtained, and the overheating tissue is prevented from appearing. TB / T447 – 2004 provides a water toughness temperature of 1000 to 1100 ° C for high manganese steel frogs without other alloying elements. The carbide dissolution process of the carburized body is that the carbon diffuses from the carbide to the austenite, and the original cementite phase is self-diffusing and forms the face-centered cubic austenite. (Fe, Mn) 3C carbon carbide in the carbon atoms and other atomic force is weak, easy to carry out the process, the dissolution rate is faster. Heated to 1000 ° C, (Fe, Mn) 3 C can be fully decomposed. In order to accelerate the decomposition, dissolution and diffusion, to promote the composition of homogenization, the solution temperature of 1050 ~ 1100 ℃ is sufficient. When the temperature exceeds 1050 ℃, the austenite grains begin to grow. When the temperature reaches 1120 ℃, the austenite grain grows obviously. When the temperature is greater than 1150 ℃, the grain is coarse and the superheat tissue appears. For the high manganese steel containing chromium, molybdenum, vanadium, titanium and other carbide forming elements, there will be special carbides in the organization, the solution is more difficult, the solution temperature should be increased 30 ~ 50 ℃. The results show that for the high manganese steel containing chromium, molybdenum and vanadium, when the water treatment temperature is 1050 ℃, the austenite can not be completely transformed and the carbides can not be fully precipitated. At 1100 ℃ heating temperature, the austenite transformation Completely, fine grain, carbide dispersion which, and have good mechanical properties. While the water toughness temperature of 1150 ℃, the grain has become a big trend. Insulation time as long as the carbide can be fully dissolved, the ingredients can be evenly uniform. Excessive holding time is not good for mechanical properties. Table 1 shows the effect of holding time on the mechanical properties of high manganese steel frogs, in which the chemical composition, heating time and holding temperature (1080 ℃) of the castings are the same. Can be seen from Table 1, insulation 0.5 h is clearly inadequate, the best insulation 2 h, more than 2 h when the performance has declined. As the manufacturers in the insulation before the heat treatment process is not the same, the insulation time is different, high manganese steel frog holding time of 2 ~ 6.5 h.